
The complete engineering guide to sugar factory roofing sheet systems in India
Learn how integrated Z purlins, insulated sheets, and passive ridge vents eliminate cost leaks.
Word Count: ~3,500 words | Reading Time: ~14 minutes | 10th June 2026
The Three Cost Leaks in Every Sugar Factory Shed — and One Supplier That Closes All Three

Most sugar factory engineers think about their building’s roof as three separate procurement decisions: the structural system, the roofing sheet, and the ventilation system. Three vendors, three BOQs, three site visits, three quality checks.
Every time a project fragments across multiple suppliers, something is lost — usually at the joints. The purlin that is not sized for the roofing sheet’s span. The roofing sheet whose thermal performance is offset by the ventilation gap it is installed against. The ridge vent that nobody coordinated into the ridge detail at sheeting stage.
After 20 years and 62+ sugar factory installations across Maharashtra, Uttar Pradesh, and Karnataka, Geometric Steels has designed — and now manufactures — every component of the complete sugar factory building envelope from a single facility in Kurkumbh MIDC, Pune: the structural purlin system, the thermal insulated roofing sheet, and the passive ridge vent. This blog explains what each component does, what it saves, and why the complete system outperforms three separate vendor decisions every time.
Products covered in this guide: Z Purlin & C Purlin (structural) · METAhybrid Insulated Roofing Sheet · Ribstrong Roofing Profile · Hat-Top Ridge Vent · Monitor Ridge Vent · Onion Ridge Vent · GEO 24WINDY Turbo Ventilator — all ISO 9001:2015 (IAF MLA) and CE certified, all manufactured at Kurkumbh MIDC, Pune.
Why Sugar Factories Demand More From Every Building Component
The sugar crushing shed is one of the most aggressive industrial operating environments in India. It is not an office building. It is not a standard warehouse. Every product installed in it is tested by conditions that expose the weakness of anything not specifically engineered for this application.
| Environmental Factor | Typical Measurement | Impact on Roofing Sheets | Impact on Purlins & Structure |
| Roof-level temperature | 50–65°C at ridge | Thermal expansion, coating fatigue | Differential thermal load on purlin web |
| Relative humidity | 75–90% during evaporation | Condensation on inner skin; corrosion | Corrosion at bolted connections |
| Bagasse particulate | Continuous airborne | Abrasion on coating surface | Accumulation on top flange |
| Sulfur compounds (molasses) | H₂S + SO₂ during evaporation | Accelerated galvanic corrosion on zinc | Weakens standard galvanised purlin coat |
| Structural live load — crush | Vibration from machinery | Fastener pullout under dynamic loading | Fatigue load on purlin-to-rafter joint |
| Monsoon wind + rain — MH | Up to 39 m/s in Western Ghats | Wind uplift; leak at ridge and laps | IS 875 Part 3 wind load governs |
The engineering response to this environment is not generic specification. It is deliberate material selection at every component level. The sections below address each component in the sequence a structural engineer or EPC contractor would specify them: structure first, then envelope, then ventilation.
▌ COMPONENT 1 — STRUCTURAL SYSTEM: Z Purlin & C Purlin
Purlins for Sugar Factory Sheds: Why 80mm Web Height Changes the Structural Calculation

The purlin is the first structural decision in any industrial shed. For sugar factory sheds — which typically span 30–60 metres with 6–9 metre bay spacings and carry both roofing dead load and the dynamic live load of crushing machinery vibration — purlin selection directly determines whether the structure performs for 25 years or requires remedial work within a decade.
The 80mm Web Purlin: Only From Geometric Steels
Geometric Steels manufactures Z Purlin and C Purlin at an 80mm web height — a specification unavailable from any other Indian manufacturer. Standard Indian market purlins begin at 100mm web height. The 80mm web size fills a critical gap in the structural range for light-to-medium span sugar factory shed applications:
| Web Height | Typical Application | Where it’s available |
| 80mm | Light secondary sheds, bagasse stores, canopies — 4–5m bay spacing | Geometric Steels only |
| 100mm | Standard light industrial | Most manufacturers |
| 150mm | Medium span crushing sheds, 6m bay | Most manufacturers |
| 200mm | Large span crushing sheds, 9m bay | Most manufacturers |
| 300mm | Long-span industrial, wide bay spacing | Most manufacturers |
Without the 80mm size, structural engineers designing light secondary sheds are forced to over-specify: moving to a 100mm purlin where structural calculation permits 80mm means additional dead load, additional material cost, and longer lead time. The GS 80mm web purlin closes this gap and allows the structural calculation to dictate specification without compromise.
Full GS Purlin Range for Sugar Factory Applications
| Parameter | Z Purlin | C Purlin | Range Available | Sugar Factory Use |
| Web height range | 80–300mm | 80–300mm | Full range | All shed types from bagasse stores to crushing halls |
| Yield strength | 240 / 350 MPa | 240 / 350 MPa | Specify at order | 350 MPa for high-vibration crush shed spans |
| Custom length | Up to 12m standard | Up to 12m standard | Longer on request | Mill-cut to bay spacing — no site cutting waste |
| Lap joint system | Yes — nested lap | Sleeve lap | — | Continuous beam action over multiple bays |
| Coating | Hot-dip galvanised | Hot-dip galvanised | IS 277 compliant | Sulfurous atmosphere resistance — critical for MH |
| IS compliance | IS 811:2018 | IS 811:2018 | — | Governs cold-formed steel sections for structures |
| Certifications | ISO · CE · IAF | ISO · CE · IAF | — | Required for govt + PSU sugar factory projects |
For sugar factory EPC contractors: Geometric Steels delivers purlins mill-cut to your specified bay spacing — eliminating site-cutting waste, reducing installation time, and ensuring each purlin section is manufactured to the design length rather than cut from a longer stock section. This is not a service most manufacturers offer.
Material Saving: Why 350 MPa Yield Strength Matters in Crush Shed Design
Using 350 MPa yield strength steel (vs standard 240 MPa) allows the structural engineer to reduce purlin section depth or thickness while maintaining the same load-carrying capacity. For a 50m × 120m crushing shed with 6m bay spacing and 20 bays, switching from 240 MPa to 350 MPa specification on the purlin design reduces total purlin steel weight by approximately 18–22%. At current steel pricing, this typically represents a material saving of ₹3.5L–₹6.5L on purlin cost alone for a mid-sized mill.
▌ COMPONENT 2 — ROOFING ENVELOPE: METAhybrid Insulated Sheet & Ribstrong Profile
Roofing Sheets for Sugar Factories: When to Specify Insulated vs Standard Profile
The roofing sheet decision for a sugar factory is not a single choice. Different structures within the same factory complex have different thermal and structural requirements — and the correct specification varies by building type.
| Building in Sugar Complex | Recommended GS Sheet | Why This Specification | Key GS Advantage |
| Main crushing shed | METAhybrid Single Skin + Ridge Vent | Reduce worker heat exposure; cut HVAC load | Class O fire rated; CE certified |
| Juice processing shed | METAhybrid Double Skin | Process steam + heat; moisture control critical | Vapour barrier + thermal — both in one |
| Boiler / power house | Ribstrong PPGL | Extreme heat — insulation not needed; durability is | Al-Zinc coating for high-temp zones |
| Bagasse storage shed | Ribstrong PPGI + Onion Ridge Vent | Fire risk from bagasse; max airflow required | Self-cleaning vent + durable sheet |
| Sugar godown / finished goods | METAhybrid Double Skin | Temperature & moisture control for product quality | ECBC compliant; FSSAI storage eligible |
| Warehouse / material store | Ribstrong PPGL | Standard industrial use; durability-focused | 20-year proven profile |
| Admin / canteen block | METAhybrid Double Skin | Worker comfort; Factories Act compliance | Noise + thermal — Class O for safety |
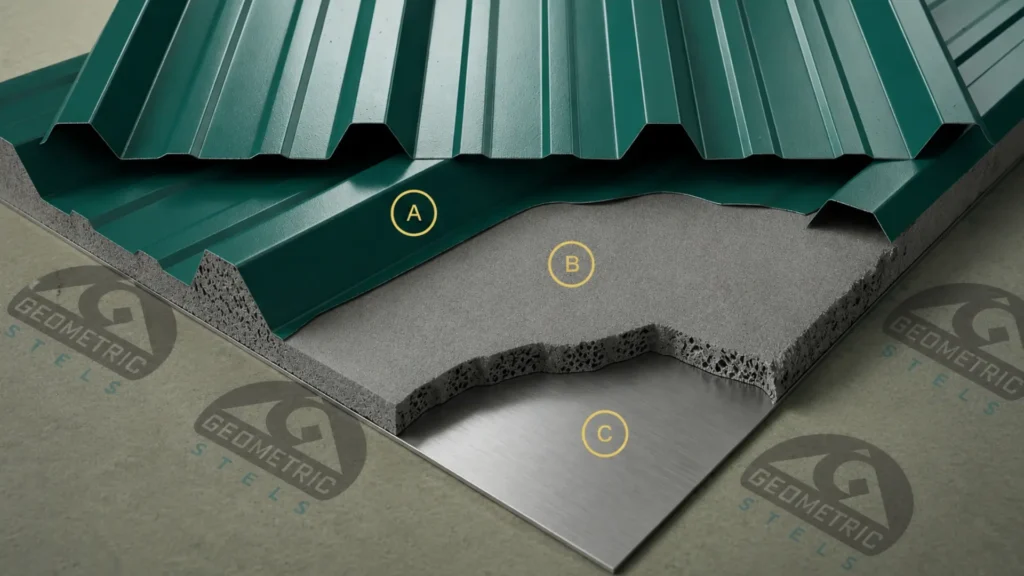
METAhybrid Insulated Sheet: The Thermal Engineering Case for Sugar Factories
The juice evaporation stage in sugar processing generates 8–12 MW of waste heat inside the shed. Without insulation, this heat transfers through the roof and returns as solar reradiation during daytime operations — creating a compounding heat load that HVAC systems cannot efficiently offset. METAhybrid breaks this cycle from the roof down.
| Performance Metric | Standard Single-Skin Sheet | METAhybrid Insulated Sheet |
| Heat transfer through roof (U-value) | 45–55 W/m²K | Reduced by 60–70% with insulation |
| Internal temperature reduction | None | 8–14°C reduction at worker level |
| HVAC / cooling load saving | Baseline | 30–40% reduction vs bare metal |
| Condensation on inner skin | High risk in humid crush shed | Vapour barrier prevents interstitial |
| Fire rating | Unrated | Class O — BS 476 Parts 6 & 7 |
| ECBC 2017 compliance | Does not comply | Fully compliant — U-value verified |
| Acoustic performance | Poor — rain noise transmitted | Rw improved (Double Skin config) |
| Certification | Basic IS compliance only | ISO 9001:2015 (IAF) · CE marked |
The ROI Calculation: METAhybrid in a 5,000 sqm Crushing Shed
| Cost Factor | Value (5,000 sqm crushing shed) |
| METAhybrid premium over standard sheet (per sqm) | ₹280–₹380/sqm (material + install difference) |
| Total upgrade cost (5,000 sqm) | ₹14L–₹19L |
| Annual HVAC electricity saving | ₹6.2L–₹8.4L per year |
| Annual maintenance saving (reduced AC servicing) | ₹80,000–₹1.2L per year |
| Payback period on upgrade cost | 2.0–2.8 years |
| 10-year net saving vs standard sheet | ₹53L–₹78L |
For sugar factory procurement heads evaluating METAhybrid: the payback calculation above does not include the value of improved worker productivity from a cooler internal environment, reduced Factories Act compliance risk, or the product quality benefit in the godown from controlled temperature storage. Including these factors, the true financial advantage is materially higher.
Ribstrong: The Default High-Durability Profile for Sugar Factory Secondary Structures
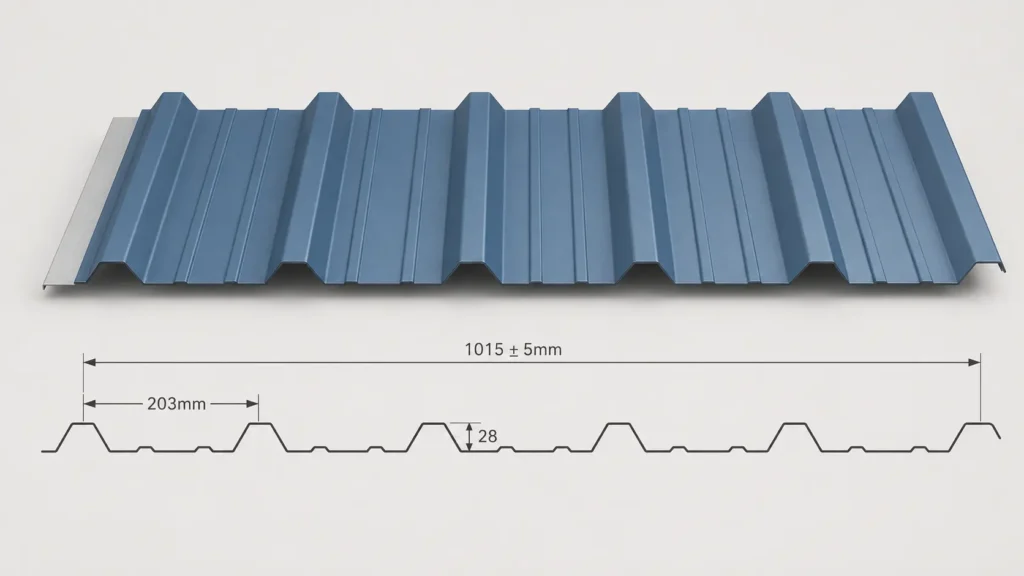
For building types within the sugar complex where thermal insulation is not the primary requirement — boiler houses, bagasse sheds, workshops — Geometric Steels’ Ribstrong profile is the 20-year proven standard.
- Six-crest design for maximum load distribution across purlin span — critical for structures carrying maintenance access live loads.
- Available in PPGI, PPGL, and aluminium — PPGL (Al-Zinc alloy coating) specified for sulfurous atmosphere buildings in the GS sugar factory system.
- Cover width and profile geometry compatible with GS Z Purlin and C Purlin spacings — designed as a system, not as individual products.
- 20 years of documented performance across Maharashtra sugar factory complex roofs.
▌ COMPONENT 3 — VENTILATION SYSTEM: Ridge Vents & Turbo Ventilators
Ventilation for Sugar Factory Sheds: Passive First, Active Where Essential
The ventilation decision for a sugar factory shed should follow a clear engineering logic: passive first, active only where passive is structurally or thermally insufficient. This approach minimises operating cost, eliminates maintenance obligations, and ensures the ventilation system works during the power outages that are common in rural Maharashtra’s sugar belt during peak crush season.
Why Sugar Factories Destroy Standard Turbo Ventilators
The crushing shed environment — 50–65°C at ridge level, 75–90% relative humidity, continuous bagasse particulate, and sulfurous compounds from molasses evaporation — reduces standard turbo ventilator bearing life from a theoretical 15,000–20,000 hours to 6,000–8,000 hours in practice. A full crushing season runs approximately 4,000 hours. Most mills need bearing replacement every 12–18 months.
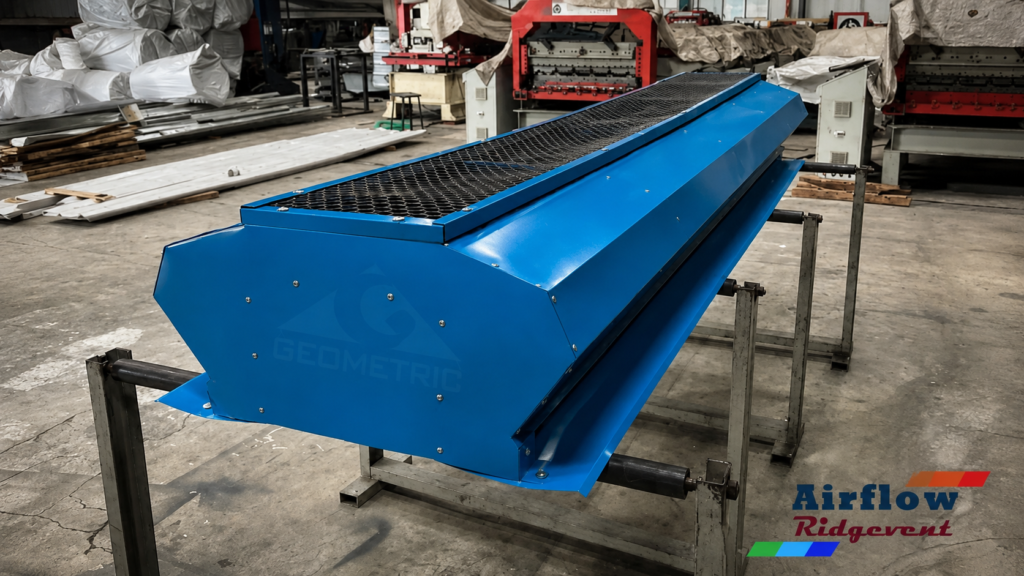
The passive ridge vent has no bearings. It has no rotating components. It has no seals that bagasse can penetrate. It operates on thermal buoyancy and wind pressure differential. In 18 years of installation in 62+ sugar factories, Geometric Steels has recorded zero maintenance callouts attributable to Hat-Top Ridge Vent failure in the crushing shed application.
The Complete GS Ventilation Range for Sugar Factories
| Product | Type | Moving Parts | Best For | Key Claim |
| Hat-Top Ridge Vent | Continuous passive | None | New-build crush sheds | Zero maintenance since 2007; 62+ sugar factories |
| Monitor Ridge Vent | Continuous passive | None | Retrofit over existing sheets | Fits any profile; 5m length = 40% fewer joints |
| Onion Ridge Vent | Continuous passive | None | Bagasse sheds, stores | Self-cleaning dome; 18-yr sugar factory track record |
| GEO 24WINDY Turbo | Wind-driven active | Impeller only | Boiler rooms, compressor houses | Dust/fume-protected bearing; 600mm variable elbow |
10-Year Cost: Passive Ridge Vent System vs Turbo Ventilators (2,500 TCD Mill)
| Cost Element | 36 Turbo Ventilators | GS Passive Vent System |
| Electricity (motor-assisted units) | ₹1.24L–₹2.16L/year | ₹0 |
| Bearing replacement (18 units/yr × ₹2,400) | ₹43,200/year | ₹0 |
| Roof access & maintenance (6 visits × ₹10,000) | ₹60,000/year | ₹0 |
| Crush-season downtime (2 incidents/year) | ₹30,000–₹80,000/year | ₹0 |
| Full unit replacement (8-yr cycle) | ₹3.6L–₹5.4L | ₹0 |
| 10-year operating cost | ₹22.6L–₹34.5L | ₹0 |
| Net 10-year saving with GS passive system | — | ₹19L–₹29L saved |
The Complete System Advantage: Combined 10-Year ROI
When a sugar factory procurement head sources all three building envelope components from Geometric Steels — purlins, insulated roofing sheets, and passive ventilation — the combined savings effect is greater than the sum of individual product savings. This is because the components are engineered as a system:
- The METAhybrid sheet reduces internal temperature by 8–14°C, which reduces the ventilation load required and allows the ridge vent to operate more efficiently in lower temperature-differential conditions.
- The ridge vent’s continuous passive exhaust reduces the moisture accumulation on the inner skin of the METAhybrid sheet, extending the coating life and reducing the condensation-driven corrosion risk that shortens insulated sheet life in humid crushing environments.
- The purlin system is designed to the same IS 875 Part 3 wind load standard as the ridge vents — meaning the structural calculation, the vent fixing detail, and the roofing sheet overlap are all coordinated from the same engineering base.
| Component | 10-Year Saving vs Standard Spec | What It Replaces / Removes |
| METAhybrid over standard sheet | ₹53L–₹78L (5,000 sqm shed) | HVAC running cost, AC servicing |
| Passive vent over turbo ventilators | ₹19L–₹29L (2,500 TCD mill) | Electricity, bearings, downtime |
| 350 MPa purlin over 240 MPa | ₹3.5L–₹6.5L (material saving) | Steel tonnage, dead load |
| Single-supplier coordination saving | ₹2L–₹5L (estimate — project-specific) | Procurement overhead, rework |
| COMBINED 10-YEAR ADVANTAGE | ₹77.5L–₹1.19 Cr | On a mid-size 2,500 TCD mill complex |
This combined saving estimate is conservative — it excludes: improved worker retention from better thermal comfort, reduced Factories Act compliance exposure, GRIHA rating uplift on any green certification application, and the franchise value of specifying internationally certified products in a government or PSU tender.
Applicable Standards: The Full Compliance Matrix for Sugar Factory Building Specification
| IS / Code Reference | Governs | Applies to GS Product | Compliance Status |
| IS 811:2018 | Cold-formed steel sections | Z Purlin, C Purlin | Compliant — spec available on request |
| IS 875 Part 3:2015 | Wind loads on structures | All purlins, sheets, ridge vents | Designed and tested to Cat 3 terrain |
| IS 277 / IS 14246 | Galvanised / colour-coated sheet | Ribstrong, METAhybrid, Ridge Vents | Coating to IS 277 + IS 14246 |
| IS 3346:1980 | Thermal conductivity of insulation | METAhybrid insulation core | Test certificate available |
| IS 3792:1978 | Industrial heat management | METAhybrid + Ridge Vent combination | System satisfies passive ventilation provision |
| Factories Act S.13 | Ventilation and temperature | Ridge Vent system | 8–14°C reduction documented in field |
| ECBC 2017 | Energy performance — commercial | METAhybrid | U-value compliant — doc on request |
| BS 476 Pt 6 & 7 | Fire propagation & spread | METAhybrid insulation core | Class O — highest classification |
| ISO 9001:2015 (IAF) | Quality management system | All GS products | IAF MLA accredited — 104 country recognition |
| CE Marking | EU / international compliance | All GS products | Enables PSU/govt tender qualification |
Frequently Asked Questions — Sugar Factory Roofing & Ventilation
Q1: Can the same manufacturer supply purlins, insulated sheets, and ridge vents for our sugar factory project?
Yes — Geometric Steels Roll Forming Pvt. Ltd. manufactures all three product categories at its Kurkumbh MIDC, Pune facility under ISO 9001:2015 (IAF MLA) certification. This single-source supply eliminates the interface risk between purlin sizing, sheet lap width, and ridge vent fixing detail — which is where most multi-vendor project failures originate. We prepare a coordinated BOQ covering all three components for sugar factory projects as a standard service.
Q2: Is METAhybrid suitable for a sugar factory crushing shed given the high humidity and bagasse environment?
Yes — the Double Skin METAhybrid configuration is specifically suited to high-humidity industrial environments. The factory-bonded vapour control layer between the insulation core and the inner liner skin prevents interstitial condensation, which is the primary failure mode for insulated roofing in a crushing shed. The PPGL outer skin’s Al-Zinc alloy coating provides superior resistance to sulfurous atmosphere corrosion compared to standard PPGI. The Class O fire rating is particularly important for crushing sheds given the proximity of bagasse — a highly combustible material.
Q3: Which purlin specification is right for a 120m × 50m crushing shed with 6m bay spacing?
For a 6m bay spacing with standard roofing sheet dead load plus maintenance access live load, the typical specification is Z Purlin at 150mm web height in 350 MPa yield strength steel. However, the correct specification depends on the actual dead load (sheet weight + insulation + services), the live load (maintenance, snow load if applicable), and the wind load zone per IS 875 Part 3. Geometric Steels provides structural purlin calculation for sugar factory projects at no charge — provide your bay spacing, rafter pitch, and roof panel weight and we return a recommended purlin section and quantity within 48 hours.
Q4: How do we transition from turbo ventilators to passive ridge vents on an existing factory roof?
The Monitor Ridge Vent is designed for this exact transition. It installs over existing roof sheeting without tear-off — existing turbo ventilators are removed, the openings sealed, and the Monitor Ridge Vent is installed as a continuous unit along the ridge by a standard roofing crew. For a 100m shed, this conversion is typically completed in 3–5 working days during the off-crush window (April–September). Our technical team surveys the existing roof and prepares a complete retrofit specification including structural check.
Q5: Does Geometric Steels supply to co-operative sugar mills or only private mills?
Geometric Steels supplies to both co-operative and private sugar mill projects across Maharashtra, UP, and Karnataka. For co-operative mill procurement — which typically follows a committee approval process with multiple vendor quotations — we provide a complete technical submission package: product datasheets, IS standard compliance certificates, ISO and CE certification documents, field installation references in the same district, and a coordinated BOQ across all three product categories. This package is designed to satisfy the committee approval process without multiple rounds of clarification.
Q6: What is the warranty on GS roofing sheets and purlins for sugar factory applications?
Warranty terms are project-specific and are stated in the supply contract for each project. As a general reference: PPGL Ribstrong and METAhybrid outer skins carry coating performance guarantees consistent with the manufacturer’s (Tata Steel / JSW) base material warranty — typically 10–15 years for coating adhesion and colour retention under normal industrial atmospheric conditions. The Al-Zinc PPGL specification recommended for sulfurous atmosphere applications (sugar factories) carries a more robust corrosion resistance expectation than standard PPGI. Contact our team for project-specific warranty terms.
One Conversation. Three Components. One Coordinated BOQ.
After 20 years and 94+ sugar factory installations across Maharashtra’s sugar belt, we have one straightforward offer: give us your shed dimensions, your bay spacing, and your process heat load estimate. We will return a coordinated BOQ covering Z Purlins, METAhybrid roofing sheets, and passive ridge vents — with IS standard compliance documentation, CE certificates, and peer reference contacts in your district — within 48 hours.
Complete GS sugar factory supply package includes:
- Z Purlin and C Purlin — 80mm to 300mm web, 240 or 350 MPa, custom mill-cut lengths
- METAhybrid Single Skin or Double Skin insulated roofing sheet — IS 3346 thermal certificate, Class O fire rating, ECBC 2017 compliant
- Ribstrong PPGL profile — for boiler houses, bagasse sheds, and secondary structures
- Hat-Top Ridge Vent — new-build crushing shed specification, 300/450/600mm throat
- Monitor Ridge Vent — retrofit over existing roof, any existing profile
- Onion Ridge Vent — secondary structures, bagasse stores, workshop buildings
- GEO 24WINDY Turbo Ventilator — boiler rooms, compressor houses, enclosed spaces
- Free ventilation load and purlin structural calculations for your project
- Full compliance documentation package: IS, CE, ISO, Factories Act ventilation statement
- Peer reference contacts at operating sugar factories in your district
Contact Geometric Steels Roll Forming Pvt. Ltd.
Phone: +91 8550995556 | geometricsteels.com
Manufacturing: Kurkumbh MIDC, Pune, Maharashtra
Serving the Maharashtra Sugar Belt since 2006 — Kolhapur · Sangli · Solapur · Satara · Nashik · Pune · Karnatka · Uttar Pradesh and more
ISO 9001:2015 (IAF MLA) | CE Marked | Established 2006
India Builds Under Our Roof. | 20 Years · 64 Products · 7 Countries · ISO · CE · IAF Certified